PRO S
Your profiling line for high capacity
If you are looking for an economical sawline with high production capacities, the profiling line PRO S perfectly meets your requirements. With the profiling technology invented and developed by LINCK, its automatic log rotation, its diagonal alignment and sideboard optimization, the sawline converts logs into high-quality centre products and sideboards. Like with every LINCK sawline, we also adapt the profiling line PRO S exactly to your requirements.
Key data
- Processing up to 400.000 m³ of round logs per year and shift
- Feed speed from 40 to 200 m/min and more– depending on the configuration
- Operating mode: processing of sorted logs
- Log diameter, large end, up to 60 cm
- Log diameter, small end, 10 cm
- Log length 2,50 to 6,20 m
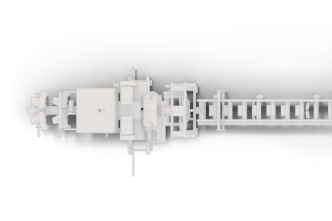

The primary chipper canter converts the log into a two-sided cant. The logs are fed with either small or large end first, hence making it easy on the log feeding deck and keeping the mechanic simple. The high-quality chips and sawdust produced are the perfect raw material for pellets and particle board production. This is in line with the LINCK philosophy to process every part of the log with the highest quality standards.

The 3D-scanning is the base for the best possible utilization for each individual log. Based on the collected 3D-data, the LINCK optimizing algorithms will determine the best possible value-optimized sideboard. This interpretation embodies all of LINCK's extensive know-how which will give you the best out of each log.


The more precise the infeed, the more accurately the chipper canter can implement the determined cutting pattern. With a standard deviation of +/- 6°, the automatic chipper canter infeed system in a LINCK line is very precise. For comparison: 6° corresponds to one minute on your clock dial.
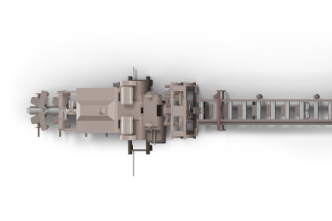
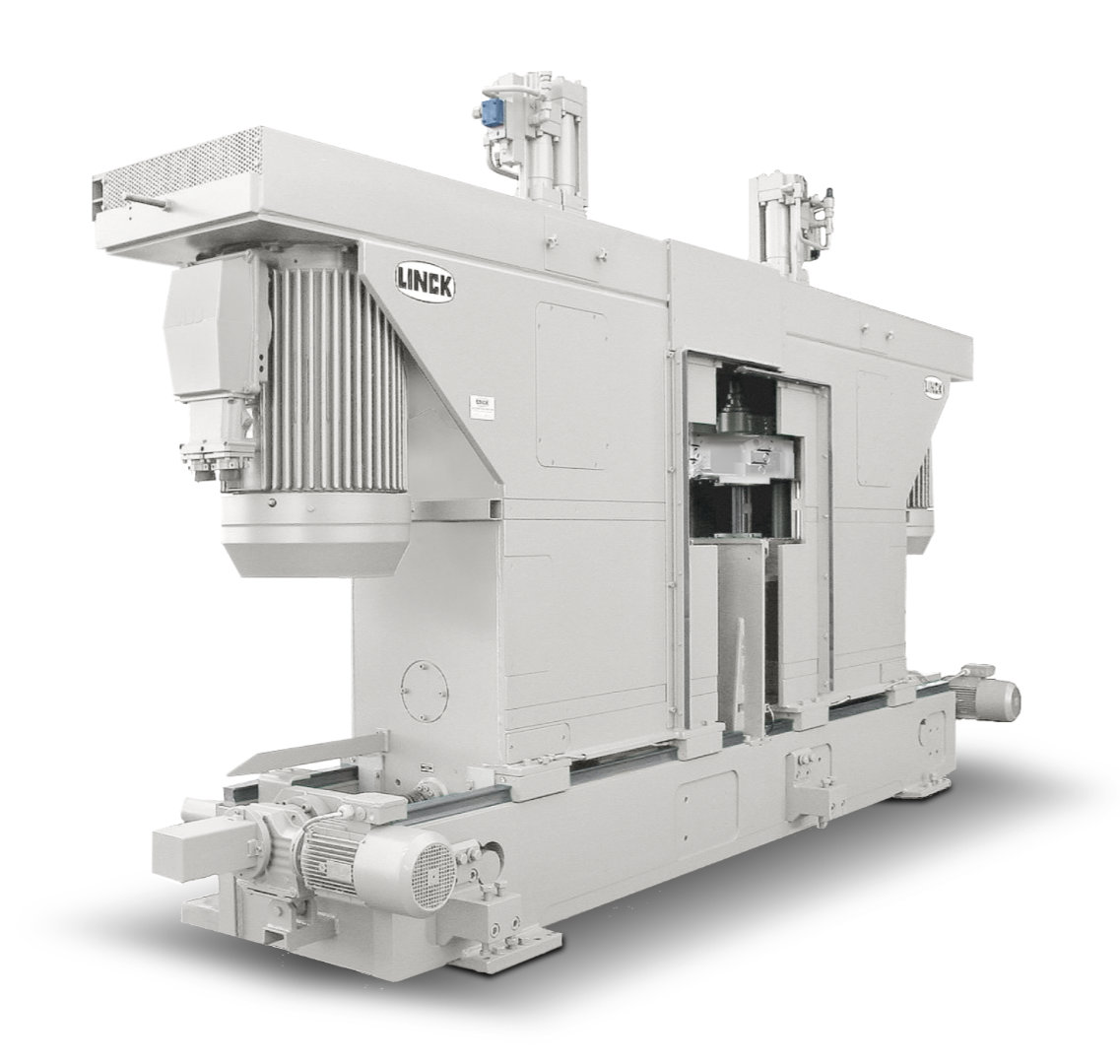
EV/EVPVM 45
The second chipper canter converts the two-sided cant into a four-sided one. For optimum cutting results, the infeed system feeds the cant either centred or diagonally into the chipper canter, depending on which promises the higher yield. The two profiler units in the adjacent first profiler group produce the sideboards on each side of the cant, which are then cut off by a circular saw.

An adequate two-sided cant alignment will result in higher yield. Based on the 3D-data, it is possible to determine the optimum position of the four-sided cant and the position of the rollers in the infeed system of the secondary chipper canter. Advantage of the process: It also considers log curvature and natural volume increase by log taper.
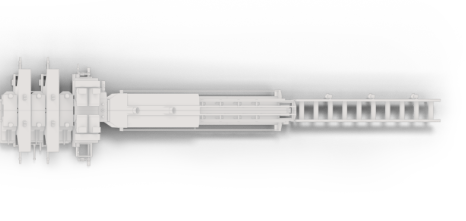
EVPVM 45
The two profiler units of the primary profiler group optimize the sideboards with highest flexibility: They can - depending on the configuration - vary the sideboards in width, length and even thickness.
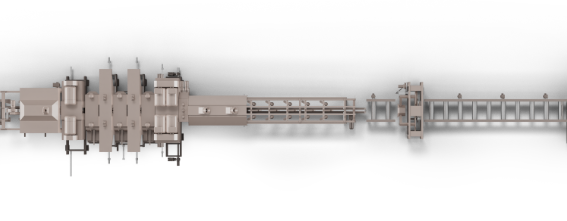
VPF 340
The secondary profiler group removes the wane from the four-sided cant in order to produce one or two boards per side. The adjacent split saw cuts off the sideboards and centre product pieces in one step. The separating conveyor then separates and sorts out the boards accurately for transport to the sorting deck. This works reliably even with multiple centre products. If required, you can further process the centre products in an additional horizontal circular saw group.
The two profiler units process the sideboards produced in primary breakdown in accordance with the calculated sideboard optimization. You can - depending on configuration - vary the sideboards in width, length and even thickness.
VPF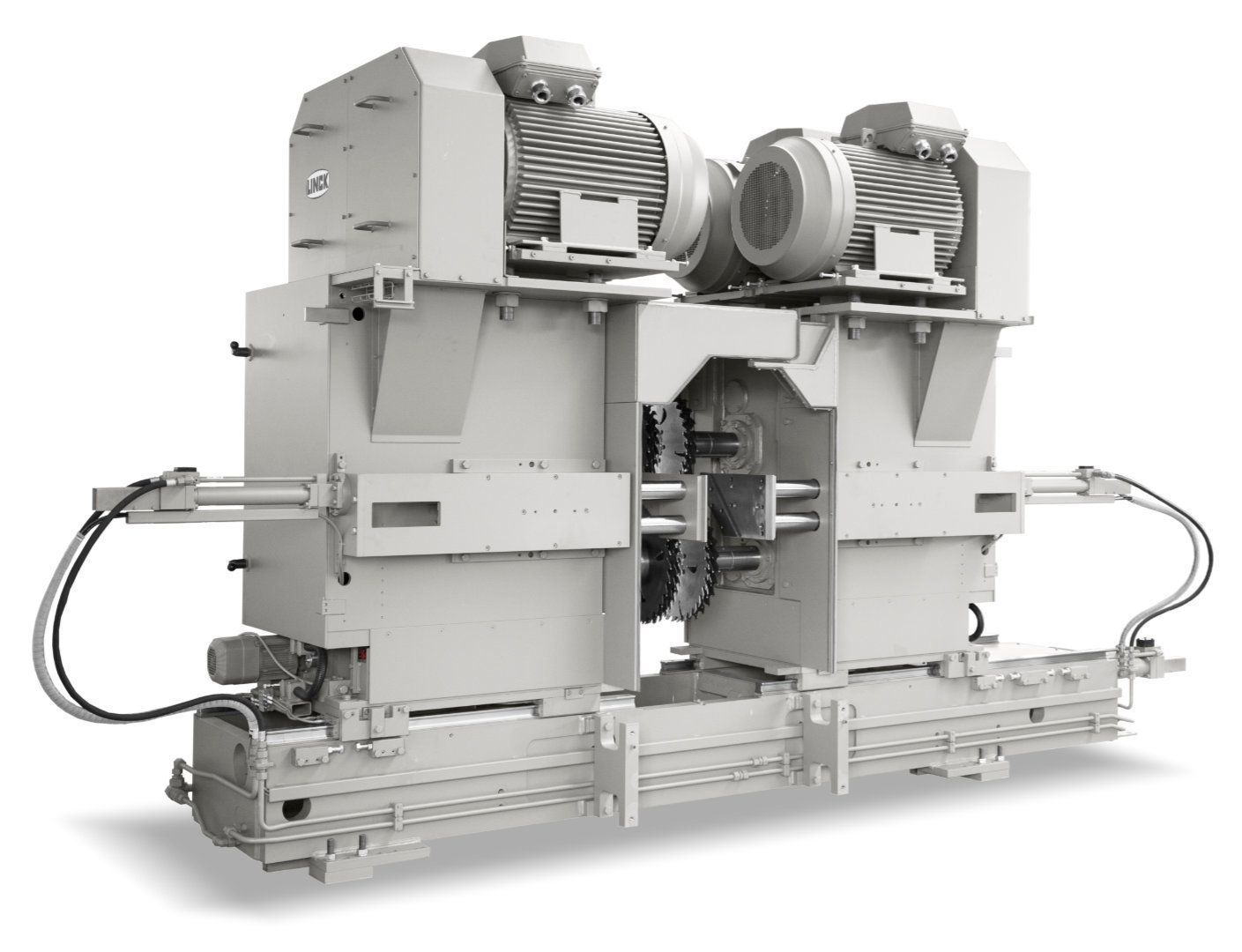
The split saw works according to the double arbor principle with two saws. Sawkerf is reduced by distributing the cutting forces equally to two sawblades.
CSMKThe separating conveyor reliably separates the sideboards from the centre product, even with multiple centre products.