27.09.2021
Ausbeuteoptimierung
Auf einen Blick
- Unser Ziel ist die höchste Wertschöpfung aus jedem Stamm. Dafür haben wir für jeden Prozessschritt eine Lösung: von der Lückenoptimierung über die Eindrehung bis zur Diagonalausrichtung und zum bogenfolgenden Nachschnitt. Welche Technologie für Sie sinnvoll ist, entscheiden wir gemeinsam.
- Sie definieren die gewünschte Seitenware, die LINCK Anlage liefert Ihnen ein wertoptimales Ergebnis. Die Seitenwarenoptimierung basiert auf der LINCK spezifischen Auswertung der 3D-Messungen und unseren präzisen Einschnitttechnologien.
- Das Maximum der Ausbeuteoptimierung: Bei der LINCK Volloptimierung berechnet die Anlagensteuerung für jeden einzelnen Stamm ein individuelles Schnittbild mit optimierter Haupt- und Seitenware. So erfährt jeder Stamm, seiner individuellen Form entsprechend, die bestmögliche Verwertung.

Holz ist ein kostbares Naturprodukt, dem wir mit Respekt begegnen. Vor diesem Hintergrund schaffen wir in der Verarbeitung technologische Lösungen, die aus jedem Baumstamm das Wertvollste herausholen.
In unserem Metier sind wir Perfektionisten, deshalb konfigurieren wir jede Anlage und jede Komponente so, dass Sie eine optimale Ausbeute bei jeder Holzqualität erzielen. Dieser Mehrwert zeichnet jede LINCK Anlage aus.
Lückenoptimierung
Dem gleichmäßigen Abstand zwischen den Rundhölzern vor dem ersten Spaner kommt im Fertigungsprozess eine große Bedeutung zu. Ist die Lücke zu klein, geht die Anlage in den Stop-and-go-Betrieb, was zu einer unnötig hohen mechanischen Belastung führt. Eine zu große Lücke reduziert dagegen die Einschnittmenge und produziert unwirtschaftliche Nebenzeiten. Unsere Anlagensoftware sorgt hier vor. Mechanische Komponenten, wie Fördereinrichtungen und Vorschubwalzen, setzen die errechnete Holzlücke um. Der Abstand wird automatisch reguliert, so dass die Produktion kontinuierlich und reibungslos abläuft.
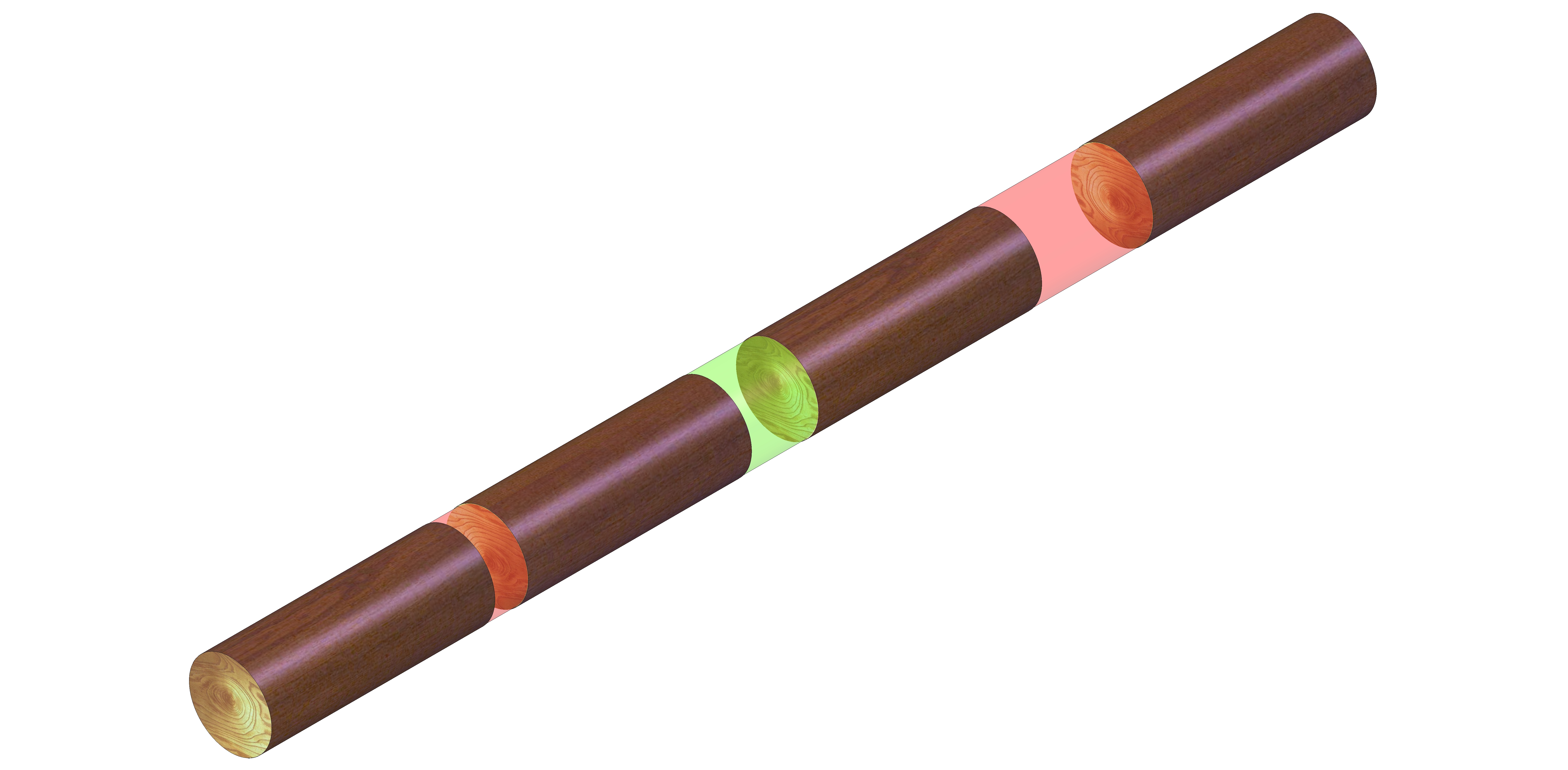
Eindrehung
Kein Stamm gleicht dem anderen, Formabweichungen in Bezug auf Ovalität und Krümmung machen jedes Rundholz einzigartig. Um dennoch die maximale Ausbeute zu erzielen, muss das Schnittbild gezielt in das Rundholz gelegt werden. Deshalb generieren wir mithilfe der 3D-Messdaten ein Modell, das um das Schnittbild gedreht wird, bis es seine optimale Lage erreicht hat. Gleichzeitig werden die Seitenwarendimensionen mit der höchsten Wertschöpfung erhoben oder sogar das gesamte Schnittbild aus hinterlegten Brettdimensionen gebildet. Auch hierbei ermitteln wir den Winkel, um den das Rundholz gedreht werden muss. Die Realisierung dieser Drehung erfolgt anschließend mit hoher Genauigkeit im Spanereinzug. Sämtliche Berechnungsalgorithmen sind dabei für hohen Durchsatz optimiert und laufen während des normalen Durchlaufs ohne Leistungsminderung ab.
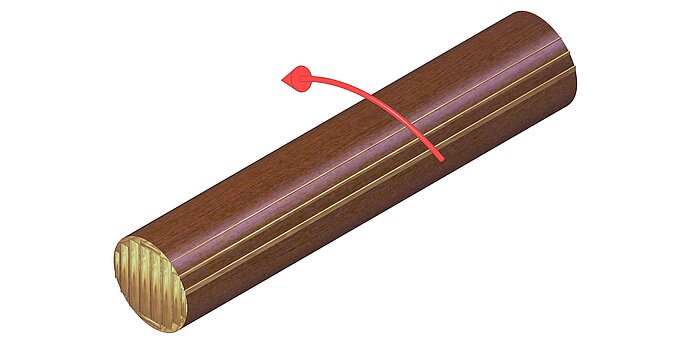


Diagonalausrichtung
Deutlichen Ausbeutegewinn bei geringem Aufwand erzielt man durch diagonale Ausrichtung des Models vor dem zweiten Durchgang durch einen Spaner. Gekrümmte Model ergeben bei mittiger Zentrierung vor dem Nachschnittspaner unter Umständen ein relativ schmales Kantholz. Positioniert man das Model hingegen diagonal, kann die Stammkrümmung und der Volumenzuwachs durch die Abholzigkeit berücksichtigt werden, um die Ausbeute zu steigern. Ausgehend von den 3D-Daten wird die optimale Lage des Kantholzes im Model ermittelt und die Positionen der Walzen im Nachschnittspanereinzug berechnet. Die Walzenpaare sind mittels hydraulischer Servozylinder seitlich positionierbar. Dieser Vorgang erfolgt in der prozessbedingt erforderlichen Lücke und wirkt sich deshalb nicht leistungsschmälernd aus.
Seitenwareoptimierung
Das Optimierungsprogramm ermittelt aus den 3D-Messdaten der Eingangsmessung die optimale Stärke und Breite der Seitenware sowie deren Lage. Die erlaubten Dimensionen entnehmen Sie einer Tabelle, die Sie selbst editieren können und in der auch die Wertigkeit hinterlegt ist. Zusätzliche Daten wie zum Beispiel erlaubter Waldkantenanteil und Kürzungslängen werden ebenfalls zur Dimensionsfestlegung herangezogen. Ergebnis ist die wertoptimale Seitenware. Selbstverständlich können die Seitenbretter rechts und links unterschiedliche Dimensionen aufweisen und auch in der Anzahl abweichen. Die Daten der Eingangsmessung liefern bereits sehr genaue Ergebnisse. Exaktere Daten liefert eine zweite Messung, die die Deckflächen des Kantholzes vermisst. Zusätzlich zur Berechnung der Seitenware wird das Ergebnis der Eingangsmessung noch einmal überprüft.

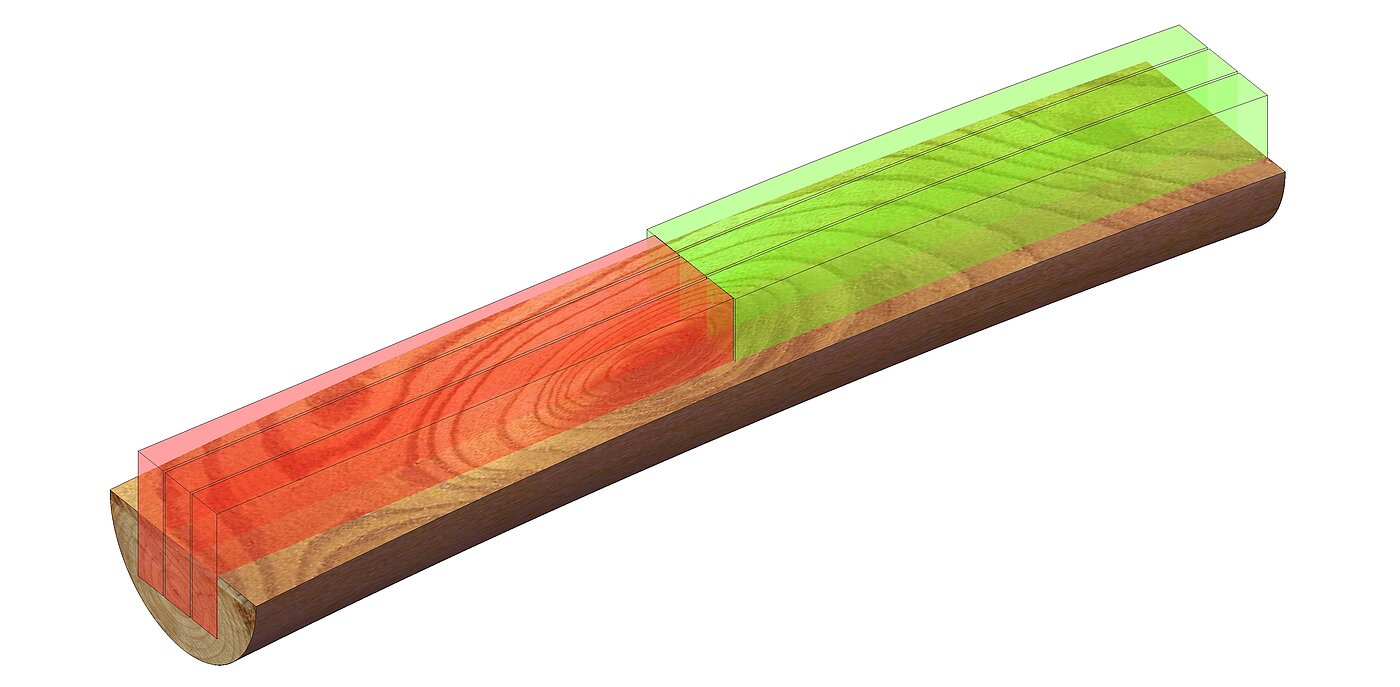
Bogenfolgender Einschnitt
Bogenfolgender Nachschnitt ermöglicht je nach Form eines Stammes eine deutliche Mehrausbeute. In der Grafik ist links der mittig zentrierte Einschnitt dargestellt, rechts deutlich sichtbar die erzielbare Mehrausbeute bei Einschnitt entlang der Krümmung des Stammes. Das Verfahren ist aktiv bogenfolgend, es wird also nicht entlang der Stammkrümmung eingeschnitten, sondern entlang eines frei definierten Verlaufes, der gerade und gekrümmte Anteile beinhalten kann.
Volloptimierung
Die Königsdisziplin der LINCK Profiliertechnik: Statt vorgegebene Schnittbilder zu verwenden, wird das Schnittbild für jeden einzelnen Stamm individuell berechnet. Sie geben die Brettdimensionen vor, den Rest macht die Anlage: Das Holz kann dabei völlig beliebig und unsortiert zugeführt werden. Haupt- und Seitenwaredimensionen werden mit der jeweiligen Wertigkeit in editierbaren Tabellen hinterlegt. Diese bilden die Grundlage für die Berechnung. Durch Einsatz zusätzlicher Messeinrichtungen können außer der Dimension auch Kern- und Splintholzbereiche sowie die Herzlage und Astigkeit berücksichtigt werden.
Im Ergebnis: Höchste Wertschöpfung garantiert.
Arbeitsschritte
- 3D-Messung
- Definition Schnittbild
- Automatische Eindrehung im Einzug des Vorschnittspaners
- Produktion eines Models (gerader Einschnitt)
- Drehung des Models um 90°
- Bogenfolgender Einschnitt im Nachschnittspaner. Hier steht der Spaner fix und der Bogen wird über Vorschubsysteme realisiert. Dies führt zu kurzen Verstellzeiten, da nur wenig Masse bewegt werden muss.
- Nachoptimierung sämtlicher Seitenware aufgrund der 3D-Messung des Kantholzes
- Nach erneuter 90°-Drehung: Profilieren der Vorschnittseitenware (gerade)
- Sägen und Abtrennen der Vorschnittseitenware
- Nach erneuter Drehung bogenfolgendes Profilieren der Nachschnittseitenware. Profilieraggregate stehen fix, der Bogen wird über die Vorschubeinrichtungen realisiert.
- In separater Maschinengruppe bogenfolgendes Auftrennen der Hauptware und Abtrennen der Seitenware
- Anschließendes Separieren der Seitenware