PRO SL
Ihre Speziallösung für die wirtschaftliche Fertigung von Palettenbrettern
Die Profilierlinie PRO SL ist die LINCK Speziallösung für die Kurzholzprofilierung. Sie fertigt aus kurzen Rundhölzern Bretter für Paletten. Die Anlage verarbeitet vorsortierte Rundhölzer entsprechend vorgegebenen, fixen Schnittbildern. Dadurch kann die Holzlücke sehr klein sein, was zur hohen Einschnittleistung der Anlage beiträgt. Gemeinsam mit Ihnen machen wir die Kurzholzprofilierlinie PRO SL zu Ihrer Lösung für die wirtschaftliche Produktion von Palettenbrettern.
Die wichtigsten Merkmale
- 150.000 fm Einschnittleistung pro Jahr und Schicht
- 30 bis 110 m/min Vorschubgeschwindigkeit – je nach Konfiguration auch mehr
- Betriebsart: sortiert
- max. 45 cm Durchmesser am Wurzelende/Stock
- 10 cm Durchmesser am Zopfende
- 1,20 bis 2,80 m Stammlänge


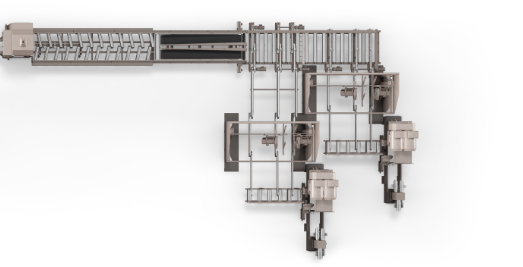
Ein Fräs-Säge-Aggregat, wie in der zweiten Maschinengruppe, produziert je Seite ein weiteres Seitenbrett und trennt dies ab. Auch diese Seitenbretter werden separiert und einer Stapelanlage zugeführt.

Das Fräs-Sägeaggregat profiliert die Seitenbretter und trennt diese ab. Für diese beiden Prozessschritte nimmt es nur wenig Platz in Anspruch.
VPS